Takt time: o que é e como otimizar na indústria
Se você busca produzir exatamente no ritmo da demanda, sem sobras nem faltas, precisa dominar takt time. Em mercados voláteis, com pedidos variando por cliente, lote e prazo, alinhar o tempo de produção ao “pulso” do mercado é o primeiro passo para reduzir filas, evitar horas extras e estabilizar o fluxo.
Para ajudar você a absorver o melhor do tema, vamos explicar, neste artigo, de forma didática e prática:
- Takt time: o que é;
- Como calcular;
- Como diferenciar de cycle time e lead time;
- Como aplicar no dia a dia de pequenas e médias indústrias.
Você verá exemplos reais de cálculo, armadilhas comuns, boas práticas de implementação e como MES e APS (como os da aloee) ajudam a manter o ritmo certo em tempo real, mesmo quando a demanda muda no meio do turno.
Takt time: o que é e por que ele é importante para a produção?
Em termos simples, takt time é o ritmo que a fábrica precisa seguir para atender a demanda do cliente. É um tempo-alvo calculado a partir do tempo de produção disponível dividido pela demanda do período.
Ou seja, o takt time equilibra capacidade e demanda. Produzir acima desse indicador gera estoques, retrabalho e capital parado. Produzir abaixo gera atrasos, horas extras e clientes insatisfeitos.
Quando a fábrica opera próxima ao takt, o fluxo fica previsível, as metas ficam claras para o time e as decisões são menos reativas nos
processos industriais.
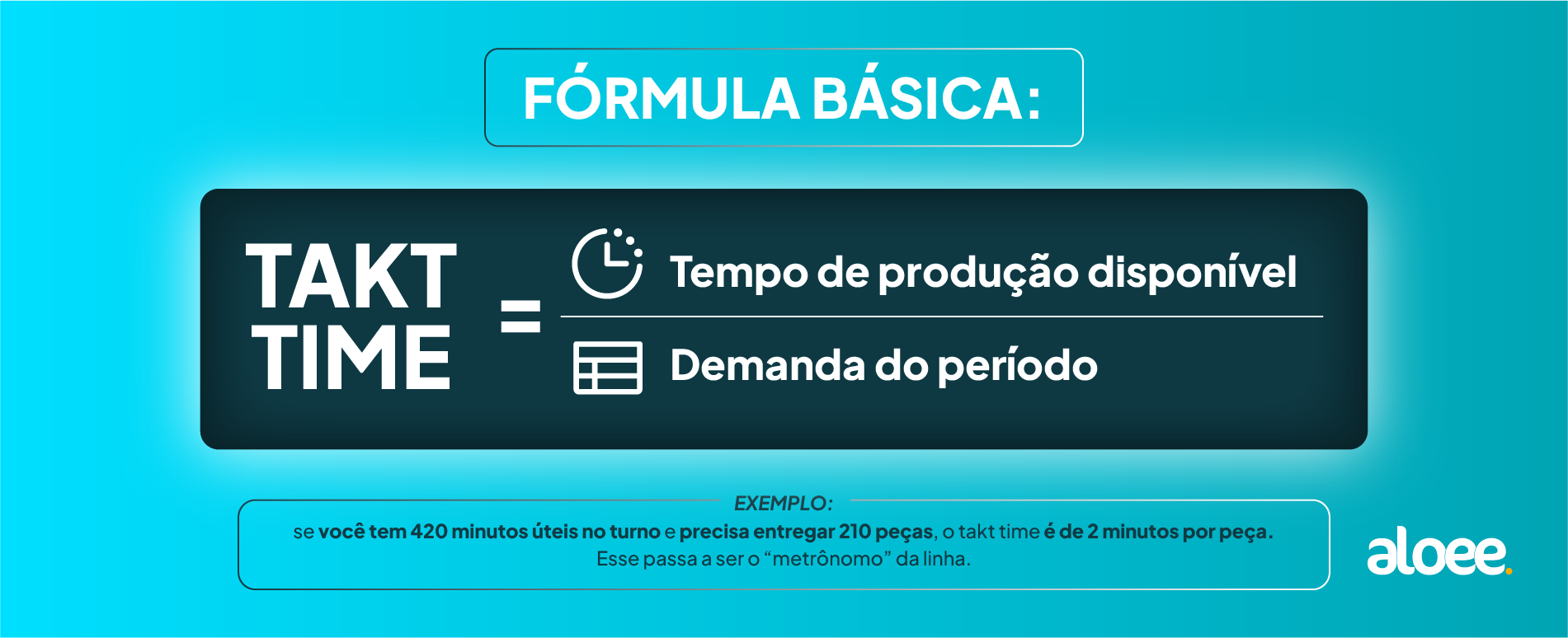
Ao calcular o tempo disponível, exclua pausas, reuniões de DDS, trocas de turno e manutenções programadas; use apenas o tempo realmente produtivo.
Lembre-se: takt não mede quanto você está levando para fazer um produto (isso é cycle time) nem quanto tempo o pedido leva da entrada ao envio (isso é lead time). Takt é o compasso que a produção deve seguir para casar capacidade com demanda.

Na prática: a produção precisa liberar uma peça a cada 2 minutos. Se o seu cycle time médio em uma etapa crítica é 150 segundos, existe um descompasso: ou você melhora o ciclo (SMED, padronização, balanceamento), ou aumenta o número de recursos (máquinas/turnos/operadores), ou reacerta a promessa com o cliente.
Exemplo 2 — mix de produtos
Poucas linhas produzem apenas um modelo o tempo todo. O mais comum é trabalhar com um mix de produtos (por exemplo, modelos A, B e C) que compartilham a mesma linha, mas com volumes de demanda diferentes. Isso gera um desafio: como definir o takt time quando a linha é “compartilhada” por produtos com tempos e cadências distintas?
Existem dois caminhos principais:
1. Takt time agregado
Você soma a
demanda total de todos os modelos na
linha de produção e divide pelo
tempo líquido disponível.
Fórmula:
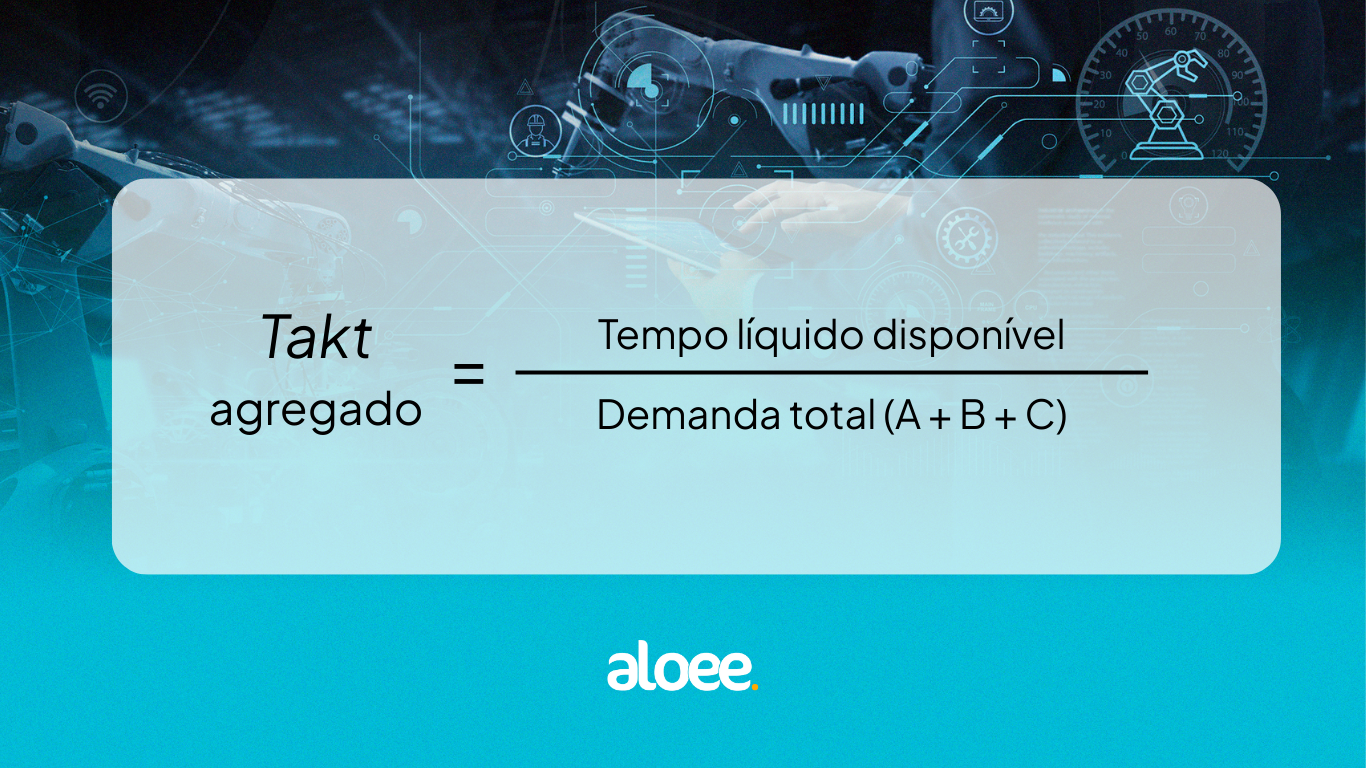
Esse takt representa o ritmo médio da linha como um todo. É útil quando:
- Os tempos de ciclo dos modelos são semelhantes;
- As ordens de produção são intercaladas com frequência (alto mix em pequenos lotes);
- O foco é manter o fluxo global estável, não o desempenho individual de cada modelo.
2. Takt time por família
Você calcula um takt
para cada família ou tipo de produto, considerando
apenas a demanda dessa família e o
tempo disponível destinado a ela.
Fórmula:
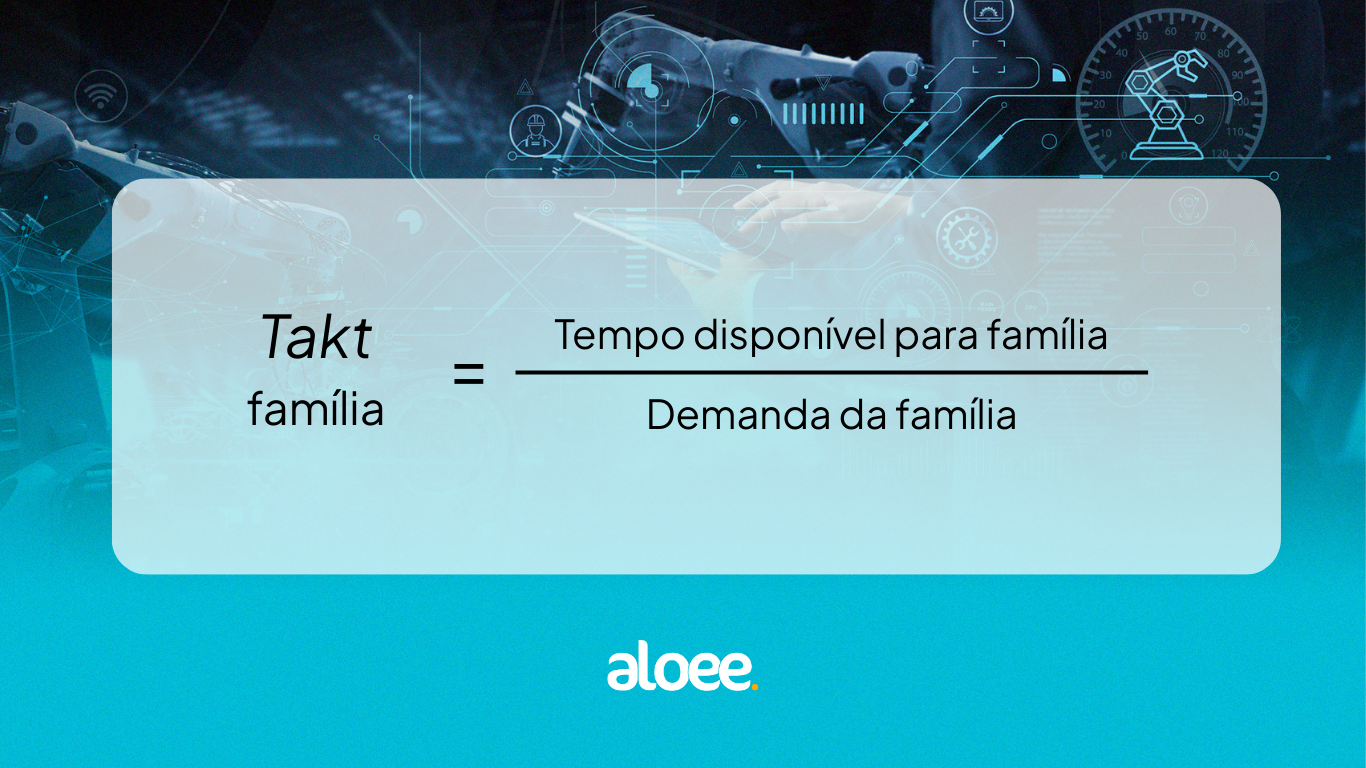
Esse método é indicado quando:
- Existem grandes diferenças no cycle time entre os produtos;
- Cada família ocupa “janelas” diferentes da programação (lotes maiores);
- O mix muda sazonalmente e é preciso otimizar cada segmento.
Como o takt time influencia na eficiência da fábrica?
Tratar o takt como referência diária muda o comportamento do sistema:
- Revela gargalos e desperdícios: se uma etapa tem cycle time médio acima do takt, ela é o limitador do fluxo. Isso direciona melhorias (SMED, balanceamento, padronização) com precisão.
- Torna o fluxo mais fluido e sincronizado: os postos deixam de “correr” quando sobra material e de “parar” quando falta. O objetivo compartilhado é manter o compasso do takt.
- Reduz estoques desnecessários: quando a produção segue a demanda, WIP e produto acabado diminuem, liberando espaço e caixa.
- Melhora o uso dos ativos: com metas realistas de ritmo, é mais fácil planejar janelas de manutenção, distribuir carga entre máquinas e organizar turnos.
No dia a dia, o takt facilita reuniões rápidas de acompanhamento: o supervisor compara takt planejado vs. cycle real no quadro (ou no MES) e direciona as ações do turno.
Como usar o takt time para melhorar o planejamento da produção?
O takt não deve ser só mais um número; ele precisa orientar o sequenciamento e a alocação de recursos:
- Sequenciamento mais inteligente
Com o takt definido por produto ou família, o PCP usa um APS para montar a sequência que melhor mantém o compasso: agrupa ordens compatíveis, reduz trocas de ferramenta, respeita capacidade e materiais e distribui a carga entre turnos sem criar filas. - Ações preventivas em vez de reativas
Mudou a demanda? Recalcule o takt e peça ao APS para reprogramar o dia. O MES mostra imediatamente onde o cycle estourou a meta e aciona contramedidas (equipe de apoio, manutenção, ajuste de parâmetros). Assim, a fábrica se antecipa aos atrasos, em vez de “apagar incêndios” no fim do turno. - Alinhamentos realistas para o comercial
Cruzar takt com capacidade real e calendário de manutenção evita prometer prazos inviáveis. O plano fica factível e o lead time mais estável.
Qual a diferença entre takt time, ciclo de produção e tempo de setup?
Esses três indicadores se complementam, mas não são a mesma coisa. Logo, confundir esses tempos pode levar a decisões erradas. Mas por que isso importa? O takt define o alvo. O cycle time mostra o que está acontecendo de fato. O setup explica por que o cycle varia e onde reduzir perdas.
Separar esses conceitos evita perseguir o indicador errado e “otimizar localmente” algo que não muda o resultado global:
- Takt time: é o
ritmo necessário para atender a demanda (tempo disponível ÷ demanda). É uma
meta de compasso do fluxo;
- Ciclo de produção (cycle time): é o
tempo real para produzir
uma unidade em uma etapa, célula ou linha. É medido no chão de fábrica (cronômetro ou MES);
- Tempo de setup: é o tempo de troca entre produtos, lotes, ferramentas ou parâmetros de máquina. Não agrega valor ao cliente, mas impacta o cycle.
Quais são os erros mais comuns e como evitá-los?
- Calcular takt com tempo “bruto” do turno
Erro: ignorar pausas, reuniões e paradas programadas.
Como evitar: use tempo líquido de produção (o realmente disponível para produzir). - Ignorar setup em linhas de alto mix
Erro: achar que o cycle não muda com trocas.
Como evitar: trate SMED e agrupe ordens no APS para minimizar trocas e manter o takt. - Confundir takt com cycle
Erro: achar que produzir uma peça a cada 2 min “porque é o que sai” define a meta.
Como evitar: lembre que o takt vem da demanda. O cycle precisa se ajustar a ele, não o contrário. - Querer balancear tudo de uma vez
Erro: grandes mudanças sem dados e sem piloto.
Como evitar: pilote em uma linha, compare cycle vs. takt por posto, ajuste e só então escale. - Focar em etapas não gargalo
Erro: melhorar 30 s onde não limita o fluxo.
Como evitar: identifique o gargalo (a etapa acima do takt) e priorize suas melhorias primeiro.
Como conectar takt time à Indústria 4.0 para melhorar dados, previsões e resposta rápida?
A Indústria 4.0 potencializa o takt time porque leva dados confiáveis para a tomada de decisão e permite simular cenários antes de mexer na linha. Na prática:
- IoT + MES: sensores coletam
tempos reais, paradas e microparadas; o
MES compara
cycle x takt em tempo real e exibe desvios por célula/turno/OP;
- APS: recebe
pedidos e restrições, propõe o
sequenciamento ótimo respeitando
capacidade,
materiais,
calendário de manutenção e
SLA; a cada variação de demanda,
recalcula e envia novas OPs para o MES;
- Analytics: identifica padrões de perda (ex.: 70% dos atrasos ocorrem após troca de ferramenta), priorizando ações com maior impacto no takt e no OTD (On-Time Delivery).
Esse encadeamento tendo takt como alvo, MES como realidade medida e APS como orquestrador transforma a gestão da produção de reativa para previsível, sem “achismos”.
Como a tecnologia da aloee acelera a aplicação do takt time no dia a dia?
A aloee disponibiliza sistemas integráveis ao seu ERP para que o takt deixe de ser um número na planilha e vire ritmo vivo na fábrica.
O MES capta
dados do chão de fábrica (IoT, apontamentos, paradas), compara
cycle vs. takt e retroalimenta
indicadores (OEE, rendimento, lead time). Com a realidade na mão, analisa-se
desvios e dispara-se
contramedidas.
Já o
APS traduz a demanda do ERP em
planos factíveis, respeitando o takt,
capacidade real, janelas de
setup/manutenção e
materiais. Em minutos, você avalia
“e se?” (exemplo: pedido extra, máquina fora, falta de insumo) e escolhe o cenário com melhor
prazo e custo.
Dessa forma, você tem:
- Takt calculado e replanejado automaticamente quando a demanda muda;
- Sequenciamento inteligente (APS) para reduzir setups e gargalos, mantendo o fluxo próximo do takt;
- Coleta de dados em tempo real (MES) para comparar
cycle vs. takt, detectar desvios e priorizar ações;
- Dashboards por papel (PCP, manutenção, qualidade) e rotina de gestão baseada em fatos.
Quer ver na prática como transformar o ritmo de produção em eficiência real?
👉Conheça e experimente as soluções da aloee.
artigos recentes



